
手动球阀
进口三片式焊接球阀
to 1000Psi
1/2″ ~ 4″
AMISCO进口三片式焊接球阀采用精密铸造的三段式阀体结构,此设计可在不拆卸阀盖及阀体的情况下,只需保持体盖一端的连接,就可以方便地进行线上维修。该阀能够方便用户更另换的选择连接端、阀座材质。为满足用户的不同要求,阀门可装上调节阀用的V型球体,或者有三个端口的球体(用于阀腔排液)。对于特殊用途的球阀,还可以安装空隙填充阀座。
AMISCO进口三片式焊接球阀作为具有互换性阀门的一个品种,此系列球阀的球体、阀杆、阀杆填料、手柄以及安装平台上装配零件的设计在不同尺寸、不同系列之间具有更广泛的互换性。该设计可减少备品备件仓库,并降低维修费用。
3片式阀体设计:此设计可在不拆卸封盖及阀体的情况下,仅保持体盖一端的连接,就可方便地进行线上维修。还可具备连接方式的封盖可供选择。
产品设计特点:
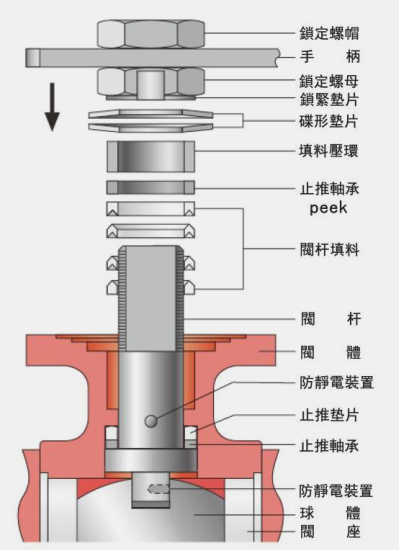
阀杆组件
AMISCO制造能承载重负荷,高质量的阀杆。阀杆采用双“D”结构连接球体和操作机构。球体与阀杆精确配合,所有阀杆都是由阀内部装入,可以防止阀杆被吹出,防吹式阀杆的设计增加安全性。
智能阀杆设计
AMISCO内件可互换阀门系列,阀杆坚固,大直径阀杆为活动载入方式。利用蝶形垫片,可自行调节补偿因温度和磨损密封造成的松紧程度。不能采用会造成密封和阀座损坏的手动调节方式。采用鞍形锁紧垫片,可防止自控频繁开关条件下的螺母松扣。
阀杆填料
可调的V形填料密封环,在阀体和阀杆件产生多重密封。每只组合式阀杆填料由3个或4个环组成(取决于阀门口径),具有寿命长和抗蠕变、抗冷流的特性。止推轴承和止推垫圈作为初级密封,减小扭矩和防止咬合。

球体(A)球体为精密机械加工和镜面抛光,双向零泄漏,并降低操作扭矩。球体通道边缘倒成圆角,以减少阀座磨损,延长使用寿命。
阀体(B)阀体为精密铸造并经过固溶退火/正火处理,增加强度和提高品质。每件阀体铸件都有制造厂的熔炉号以备品质追溯。碳钢阀体表层经黑色磷化处理,抗腐防锈。
阀座(C)阀座和密封件保证双向密封,零泄漏。此设计可降低摩擦,使阀座磨损达到最小化,以降低操作扭矩。
双锁定螺母设计(D)双锁定螺母使阀门可在管线承压条件下拆卸手柄,即安全又简单。
阀体螺栓(E)标准材质为304不锈钢。
阀体铰链(F)承受大荷载的铰链,可保证阀体与端盖线上维修时能保证连接。
链接端盖(G)此系列阀门提供各种可互换的连接形式。
防静电保护 防静电装置是标准配置,此装置可确保球体、阀杆和阀体连成一体,防止在阀门内因静电荷引起火花。
阀座可选材料:
下列阀座材料供选择
*增强聚四氟乙烯*不锈钢填充聚四氟乙烯*乙醚醚酮
*纯四氟乙烯*聚醚醚酮*Tek-Fil(碳/石墨填充四氟乙烯)
*TFM(改良聚四氟乙烯) *无空隙阀座 根据需要,可订制其他阀座材质。
AMISCO进口三片式焊接球阀的详细信息:
|
产品规格 |
|
|
•尺寸范围 |
1/2”〜4”(DN15〜DN100) |
|
•端部连接 |
承插焊、对焊 |
|
•压力等级 |
1000PSI |
|
•泄漏等级 |
零泄漏 |
|
•温度范围 |
-29~+280℃ |
|
•阀体材质 |
CF8、CF8M、CF3M,钛、镍、蒙乃尔合金、哈氏合金、因科镍、双相钢 |
|
•密封材质 |
PTFE、PPL、PEEK |
|
•操作方式 |
手柄、涡轮、气动、电动 |
|
•可配套附件 |
电气阀门定位器、电磁阀、阀位开关、空气过滤减压器等 |
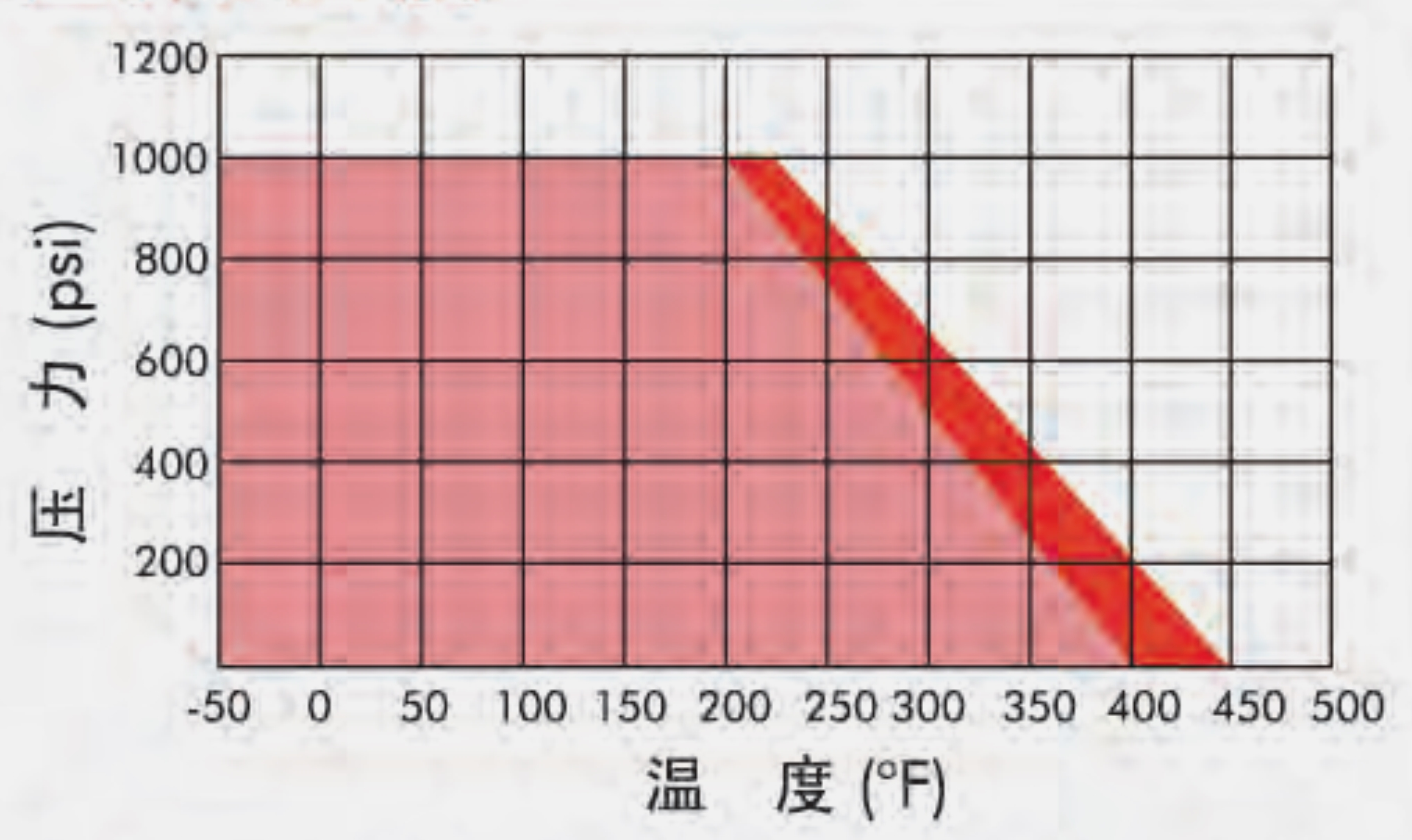
压力等级:
阀 体---1000 psi WOG
蒸汽压力--150psi WSP
真 空--29英寸汞柱
压力/温度表:
内部表面处理:
BPE设计
平均Ra
最大Ra
SFV1
机械抛光15
20
SFV4
机械和电抛光10
15
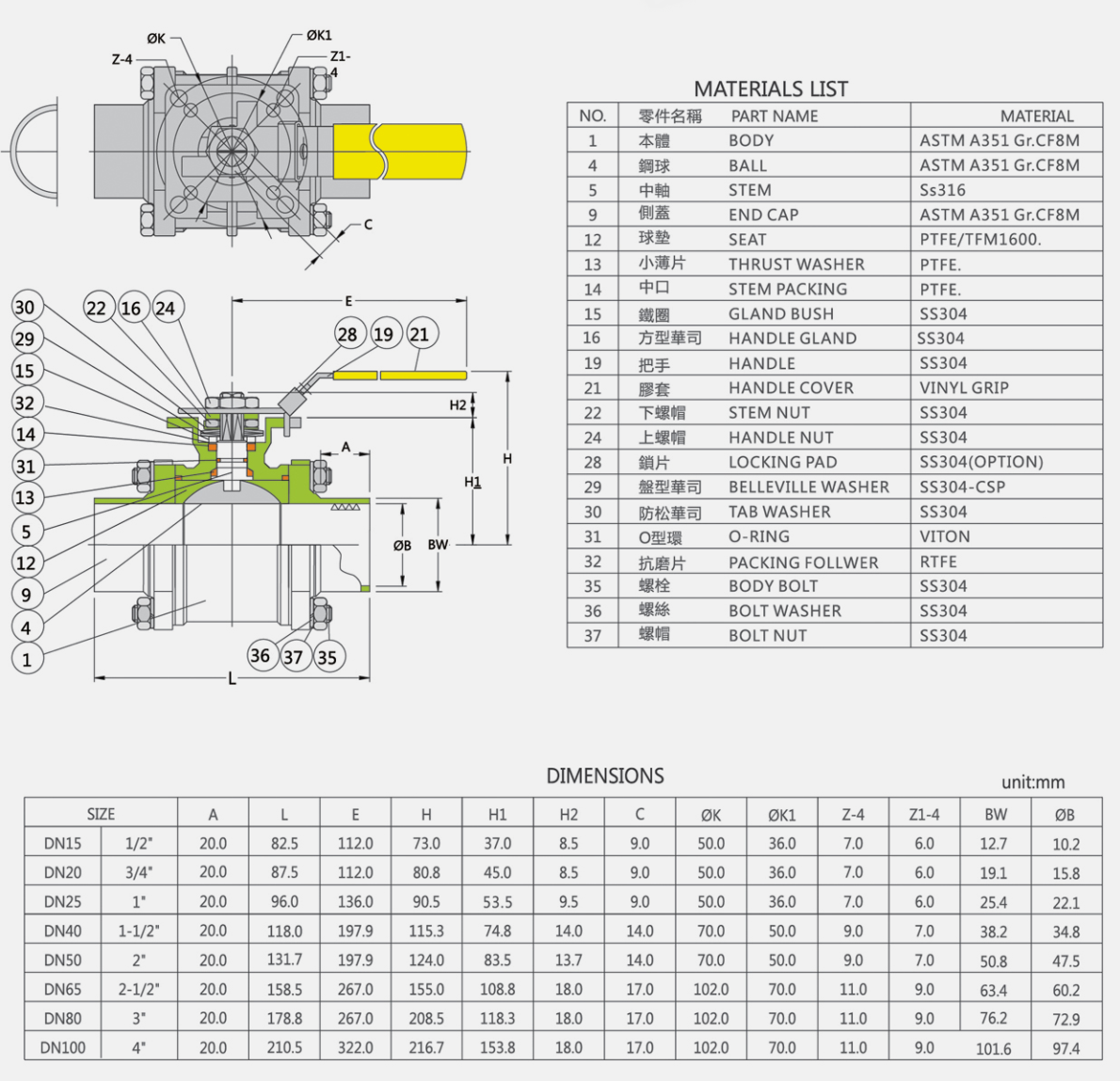
AMISCO进口三片式焊接球阀零部件材质与外形尺寸:
AMISCO进口三片式焊接球阀的质量控制流程:
1、原材料质量的控制
1.1、外观检测
不接受铸件表面存在气孔、砂眼、裂纹等缺陷:
不接受锻件表面存在裂纹,褶皱等缺陷;
外观质量应符合JB/T7927、MSS SP- 55等标准规范的要求。
1.2、化学成分及机械性能检测
通过手持、直读式光谐仪、拉伸试验机、冲击试验机、硬度计等检测设备检测材料的化学成分及机械性能,检验合格后,进入尺寸检测流程。
1.3、尺寸检测
测量厚度和加工余量是否正确,确认无误后进入待加工区。
2、加工工艺的控制
针对每一台阀门使用的环境、介质以及客户的要求,我们会对加工工艺进行优化,让每一台阀门能够在每一个环境里使用更高效,大大减少了阀门的故障和维修次数,从而增长了阀门的使用寿命。
3、加工工序及质量的控制
每一个工序都会采用1+1+的方式进行检测:加工员自检+检验员抽检+品质控制经理终检。每一台阀门都配有一张特有的工序流程卡,每一道工序的制造、检验都会出现在这张工序流程卡上,并且永久保存。
4、装配、压力试验控制
在装配之前,检验员在确保每一个零件和技术图纸材料、尺寸、公差无误的情况下才可以进行装配,装配后进行压力试验。
阀门的检测与试验严格遵守GB/T13927。 API598、 1S05208等规范的要求。
5、表面处理控制
阀门喷漆前需要对阀门进行清洗,干燥后进行表面处理。
对非不生锈材料的机加工表面应涂防锈剂,除订单中有明确规定及特殊材料除外,应喷底漆+涂层。
6、阀门包装控制
检验员检验过喷漆表面没有任何脱落、起皱、气泡等问题后进行装订铭牌和合格证。
在包装时对配套零件进行清点,检查是否有安装、使用、维护说明书等文件。
对流道口、阀门整体进行防尘塑料膜包装,防止在运输过程中有灰尘和水分进入。再进行木箱内部包装及固定,防止在运输过程中损坏。
标准交货时间:20-25天
其他选项或替代材料可能会导致更长的交货时间。
相关产品:进口3片式内螺纹球阀 进口三片式法兰球阀 进口三片式高压球阀 进口三片式低温球阀